INTRODUCTION
I have decided to write a series of posts on the subject of 3D printing. There are countless forums, Facebook groups and websites on this topic, and also on the various machines, but often the knowledge that is spread there is more a matter of faith. Many myths persist and are spread over and over again without the busybodies having actually studied the aspect in depth. I will not disseminate any incontrovertible truths here, but only reflect my experiences, even if in many cases these do not correspond to the incontrovertible wisdom.
Ich habe mich dazu entschlossen eine Reihe von Beiträgen zum Thema 3D Druck zu schreiben. Es gibt zwar unzählige Foren, Facebook Gruppen und Internetseiten zu diesem Thema, und auch zu den verschiedenen Maschinen, aber oftmals ist das Wissen, welches dort verbreitet wird, eher ein Glaubensgrundsatz. Viele Mythen halten sich hartnäckig und werden immer wieder auf's Neue verbreitet, ohne dass sich die Wichtigtuer tatsächlich mit dem Aspekt eingehend beschäftigt haben. Ich werde hier keine unumstößlichen Wahrheiten verbreiten sondern ausschließlich meine Erfahrungen widergeben, auch wenn diese in vielen Fällen nicht mit den unumstößlichen Weißheiten übereinstimmen.

I have been using various 3D printers for 5 years now, currently an Ender 3V2 with "some, minor" modifications. More about this in later posts. Most 3D printer owners would most likely get gasps when they see my printer. Dusty, some "dodgy" attachments, aligned with plastic wedges, the filament just lying around in the open etc.. The 3D printer is not a hobby for me. The machine should print reliably. I don't feel like tinkering with the printer all the time. However, it is hardly possible to unpack a 3D printer in this price range, set it up and print reliably with it over a long period of time. In the meantime, my Ender 3V2 is in a condition where it can work reliably for several months in continuous operation. After about 14 months I had to replace the print bed yesterday. Reason enough to post my experiences with the different types of print beds here.
Seit mittlerweile 5 Jahren benutze ich verschiedene 3D Drucker, aktuell einen Ender 3V2 mit "einigen, kleineren" Modifikationen. Dazu mehr in späteren Beiträgen. Die meisten Besitzer eines 3D Druckers würden höchstwahrscheinlich Schnappatmung bekommen, wenn sie meinen Drucker sehen würden. Eingestaubt, einige "fragwürdige" Anbauten, ausgerichtet mit Kunstoffkeilen, das Filament liegt einfach so offen herum usw.. Der 3D Drucker ist für mich kein Hobby. Die Maschine soll zuverlässig drucken. Ich habe keine Lust, dauernd am Drucker zu basteln. Allerdings ist es kaum möglich einen 3D Drucker in dieser Preisklasse auszupacken, aufzustellen und über längere Zeit zuverlässig damit zu drucken. Mittlerweile ist mein Ender 3V2 in einem Zustand, in dem er mehrere Monate im Dauerbetrieb zuverlässig arbeitet. Nach ungefähr 14 Monaten musste ich gestern das Druckbett austauschen. Anlass genug um meine Erfahrungen zu den verschiedenen Arten von Druckbetten hier zu posten.
THE "PERFECT" PRINTING BED
What do I expect from the "perfect" print bed? First of all, of course, the filament should adhere well, the printed part should not tip over, slip or even partially come loose during printing. The printed part is then usually a case for the dustbin. The material should be stable and therefore always flat. Under no circumstances should the surface show waves, dents or other unevenness, even after prolonged use. The print bed should work with all the materials I use. And above all, the printed object should be easy to remove after the print bed has cooled down. Under no circumstances will I smear the print bed with any kind of glue or stick on some miracle tape.
Was erwarte ich vom "perfekten" Druckbett? Als Erstes soll natürlich das Filament gut haften, das gedruckte Teil soll während des Drucks nicht umkippen, verrutschen oder sich auch nur teilweise lösen. Das gedruckte Teil ist dann meist ein Fall für die Mülltonne. Das Material soll stabil und somit immer plan sein. Keinesfalls sollte die Oberfläche Wellen, Beulen oder sonstige Unebenheiten aufweisen, auch nach längerer Benutzung nicht. Das Druckbett sollte mit allen, von mir verwendeten, Materialien funktionieren. Und vor Allem sollte sich das gedruckte Objekt nach dem Abkühlen des Druckbettes leicht entfernen lassen. Keinesfalls werde ich das Druckbett mit irgendwelchem Kleber vollschmaddern oder irgendein Wundertape aufkleben.
Which pressure beds are available? I have not tested all the materials available. Some, such as carbon, are quite expensive, others are not very promising right from the start. So far I have used several pressure beds made of glass, Pertinax (hard paper), PEI and FR4. In the end, I stuck with FR4.
Welche Druckbetten gibt es? Ich hab nicht alle verfügbaren Materialien getestet. Einige, wie beispielsweise Carbon, sind recht teuer, andere sind schon von vornherein nicht sehr vielversprechend. Bisher habe ich mehrere Druckbetten aus Glas, Pertinax (Hartpapier), PEI und FR4 verwendet. Letztendlich bin ich dann bei FR4 hängen geblieben.

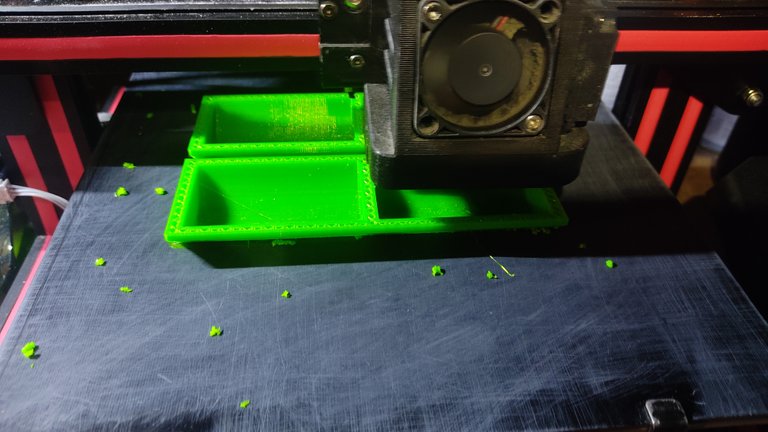
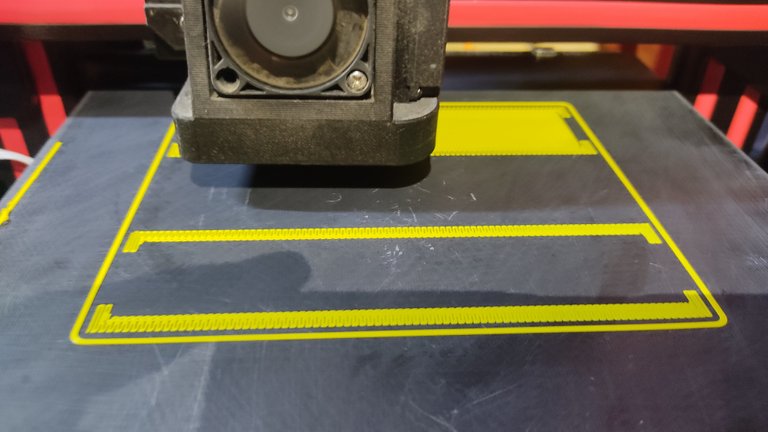
I mainly use PLA and TPU to print tools for use in light painting. Often together, as in the various back light scanners in the picture above. PLA can be easily processed on all the print beds mentioned above. After cooling down, you simply take it off the print bed. The prerequisite for this, however, is that all settings (temperature, flow, speed, etc.) match the material used. In addition, it is essential to level the print bed properly, i.e. to set the distance between the print bed and the print nozzle perfectly. I will write a separate article on this.
The adhesion of flexible material (TPU) is usually very good. This is of course desirable for the printing process. However, TPU can often only be removed with a great deal of force. On PEI print beds it is hardly possible to print objects made of TPU because it can hardly be removed from the PEI surface. PEI has a very good adhesion. For this reason, many beginners use this type of print bed. Small errors during levelling do not cause the printed object to detach from the surface.
TPU is also often very difficult to remove from glass surfaces. With the Anycubic Mega, a piece of glass once stuck to the underside of the TPU print object. The print bed was therefore a case for the rubbish. In my opinion, Pertinax is well suited. However, the material only sticks if you roughen the surface with sandpaper. You have to repeat this after 5 to 6 prints. So Pertinax requires a little more work. And at some point you have sanded small irregularities into the surface.
I also sand my FR4 panels, but only once and then possibly again after a year. The reason for this is that certain materials do not adhere so well to the smooth surface (PETG, PCTG and the like).
Ich verwende hauptsächlich PLA und TPU um damit Tools für die Verwendung im Lightpainting zu drucken. Oftmals auch gemeinsam, wie in den verschiedenen Back Light Scannern im Bild oben. PLA lässt sich problemlos auf allen oben erwähnten Druckbetten verarbeiten. Nach dem Abkühlen nimmt man es einfach vom Druckbett. Voraussetzung dafür ist allerdings, dass alle Einstellungen (Temperatur, Flow, Geschwindigkeit usw.) zum verwendeten Material passen. Darüber hinaus ist es unabdingbar das Druckbett vernünftig zu leveln, also den Abstand zwischen Druckbett und Druckdüse perfekt einzustellen. Dazu werde ich dann einen gesonderten Beitrag schreiben.
Die Haftung von flexiblem Material (TPU) ist meist sehr gut. Für den Druckvorgang ist das natürlich wünschenswert. Allerdings lässt sich TPU oftmals nur mit sehr großem Kraftaufwand entfernen. Auf PEI Druckbetten ist es kaum möglich Objekte aus TPU zu drucken weil sich diese kaum von der PEI Oberfläche entfernen lässt. PEI hat eine sehr gute Haftung. Aus diesem Grund verwenden viele Einsteiger diese Art Druckbetten. Kleine Fehler beim Leveln führen nicht dazu, dass sich das Druckobjekt von der Oberfläche löst.
Auch von Glasoberflächen ist TPU oftmals nur sehr schwer zu entfernen. Beim Anycubic Mega klebte mal ein Stück Glas an der Unterseite des Druckobjektes aus TPU. Das Druckbett war somit ein Fall für den Müll. Pertinax ist meiner Meinung nach gut geeignet. Allerdings haftet das Material nur, wenn man die Oberfläche mit Schleifpapier aufrauht. Diese muss man nach 5 bis 6 Drucken wiederholen. Pertinax erfordert also etwas mehr Arbeit. Und irgendwann hat man kleine Unebenheiten in die Oberfläche geschliffen.
Meine FR4 Platten schleife ich auch an, allerdings nur einmal und dann eventuell nochmal nach einem Jahr. Der Grund dafür ist, dass bestimmte Materialien nicht so gut auf der glatten Oberfläche haften (PETG, PCTG und Ähnliches).
And then, of course, the price is also decisive. I bought the black FR4 plate in the right size for the Ender 3 (235 x 235mm) for 9.10€. Most other plates are more expensive and often not as durable. FR4 does not expand with heat and remains dimensionally stable for a long time. Before each print I clean the plate with isopropanol, no more maintenance is needed. If any filament residue sticks very firmly to the print bed, the material can be cleaned with "hard" things like brake cleaner or acetone without damage. So FR4 has good adhesion, also releases TPU after printing, requires little maintenance, is durable and doesn't cost a fortune. So for me it's the perfect print bed.
I hope this article was helpful for some of you. I'm not sure there are that many people around here at HIVE who run a 3D printer. I would be very grateful for your feedback. I don't need to write such articles just for myself.
Und dann ist natürlich auch der Preis ausschlagebend. Die schwarze FR4 Platte in der passenden Größe für den Ender 3 (235 x 235mm) habe ich für 9,10€ gekauft. Die meisten anderen Druckplatten sind teurer und oft nicht so langlebig. FR4 dehnt sich bei Wärme nicht aus und bleibt über lange Zeit formstabil. Vor jedem Druck reinige ich die Platte mit Isopropanol, mehr Wartungsarbeiten sind nicht erforderlich. Sollten mal irgendwelche Filamentreste sehr fest auf dem Druckbett haften, verzeiht das Material auch eine Reinigung mit "harten" Sachen wie Bremsenreiniger oder Aceton ohne Schaden zu nehmen. Also FR4 hat eine gute Haftung, gibt auch TPU nach dem Druck wieder frei, erfordert wenig Wartung, ist langlebig und kostet kein Vermögen. Für mich also das perfekte Druckbett.
Ich hoffe, dieser Artikel war für den Ein oder Anderen hilfreich. Ich bin mir nicht sicher, ob hier bei HIVE so viele Leute unterwegs sind, die einen 3D Drucker betreiben. Für eurer Feedback wäre ich sehr dankbar. Nur für mich alleine muss ich solche Beiträge nicht schreiben.
WHAT IS LIGHT PAINTING?

LICHTKUNSTFOTO
If you like my art visit www.lichtkunstfoto.de for more Light Art Photography and informations about Light Painting. Join me on Flickr Twitter

For more great Light Art Photography, Light Painting and inspiration check these light painters: @marlasinger666 @fadetoblack @fastchrisuk @dawnoner @oddballgraphics @martbarras @stepko @rod.evans.visual @yo-hoho @maxpateau @gunnarheilmann @neilru75 @maximepateau @ryuslightworks @lightstabeu @candelart @lacelight

WE ARE LIGHT PAINTERS
To help and support the LightPainters community here on Hive I would appreciate your delegation of HivePower. Any amount is appreciated. It does not require much to get started, we are happy for any gesture. @lightpainters
How to delegate?
Delegate 50HivePower, [50HP]
Delegate 250HivePower, [250HP]
Delegate 500HivePower, [500HP]
Delegate 1000HivePower, [1000HP]
All the Hive Power will help to upvote the artist's contribution as part of the LightPainters community.